
画像計測・検査システムを構築する上で、カメラというものは非常に重要なパーツの ひとつであり、カメラ選択がシステム設計のキーポイントとなる。しかしながら、一言でカメラといってもその分類は多岐にわたり豊富にあるので、どのような分類項目があるか列挙する。
•カメラ本体
エリアセンサカメラ、ラインセンサカメラ
•撮像素子の種類
CCD、CMOS
•撮像素子サイズ
1、2/3、 1/2、 1/3、 1/4 インチなど
•セルサイズ
7.4 × 7.4μm など
•有効画素数
エリアセンサカメラ: 640×480(0.3M Pixel)~ 4,872×3,248(16M Pixel)
ラインセンサカメラ: 1,024×1 ~ 16,000×1 Pixel
•信号形式
アナログ:テレビフォーマット、ノンテレビフォーマット(倍速カメラなど)
デジタル:LVDS、CameraLink、IEEE1394、GigE など
•レンズマウント
C マウント、CS マウント、一眼レフカメラマウント
このように、様々な種類のカメラの中から、計測・検査の内容を正しく理解し最適なものを選択しなければならない。
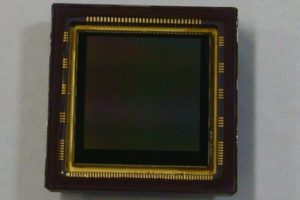
例として、竹中システム機器株式会社、FC350CL のカタログを示す(図1)。
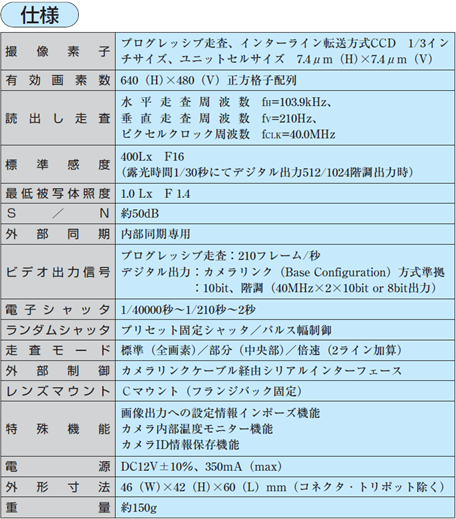
図1 カメラの仕様
1. エリアセンサカメラ
1.1 概 要
エリアセンサカメラは、一般的に使用されるビデオカメラやデジタルカメラと同様に、セルが2次元に配列された撮像素子を用いているので、対象物を2次元の領域(エリア)の面画像として捉えることができる。
略して「エリアカメラ」と呼ばれる。2000年頃までは、CCDカメラは、主に駅やコンビニエンスストアに使用される監視用か、家庭用のカムコーダに使用される用途が主流であったため、ここから転用されたCCDを使用した産業用カメラは640×480画素程度であった。
また出力される信号は、テレビの信号フォーマットに則ったアナログ信号が出力されるものであったため、PC側にA/D変換器を搭載した画像取込ボードが必要であった。
この時期以降については、民生機器としてのデジタルカメラが急速に普及するとともに、カメラ関係の電子部品の高性能化が進み、撮像素子も高画素のものが大量に安価に供給されるようになった。
現在では、1,600万画素(4,872×3,248Pixel)のカメラというものも出現している。これは、640×480Pixelと比較して、画素数比で53.3倍もある(図2) (2011年11月現在)。
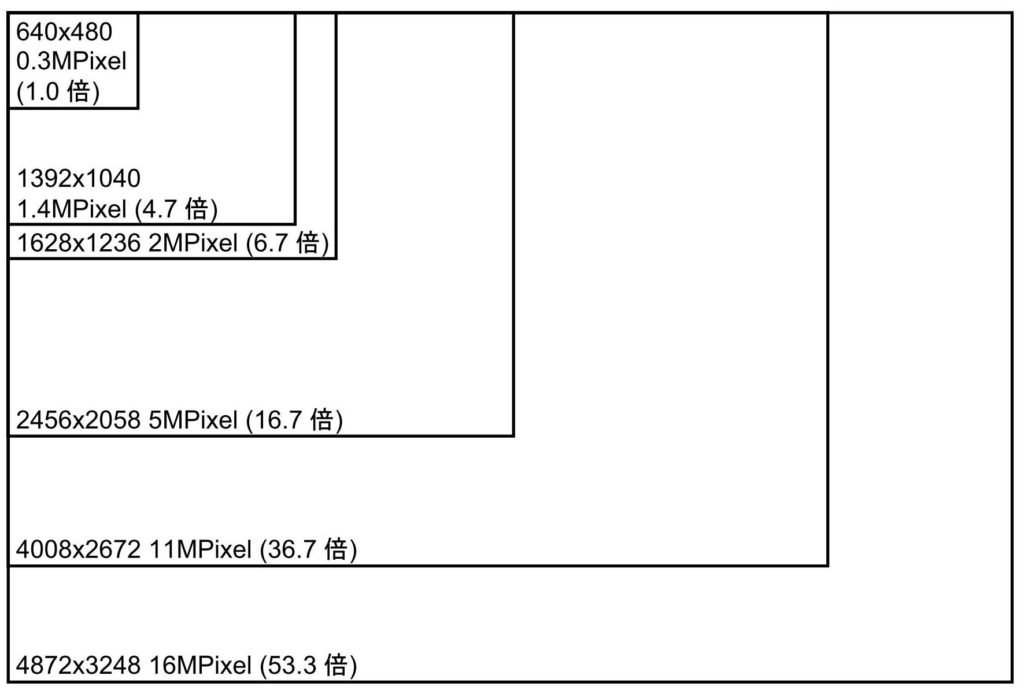
図 2 素子サイズの拡大化
また、1980年代以前の撮像部は真空管であったが、それ以降Solid State(半導体)化されて 撮像素子=CCD(Charge Coupled Device)に 変わり、近年ではCMOS(Complementary Metal Oxide Semiconductor)で製造されるようになった。
1.2 素子サイズとレンズ選択
撮像素子の高画素化が進み、素子の大型化も進んだことによって、従来のCマウントレンズでは対応できない撮像素子を採用したカメラ出始めてきている。画素数が、640×480~2,456×2,058画素のカメラは、素子サイズが1/3 ~ 2/3インチであるため、豊富な種類のCマウントのレンズから適当なものを選択すればよい。
しかし、これ以上の高画素の撮像素子は、そのサイズが大型なものになり、35mmフイルムフォーマット(36×24mm、対角43.3mm)と同じサイズの素子ばかりである。このため、一眼レフカメラ用のレンズを使用しなければならない(表1)。

表1 主なエリアCCDの仕様と対応レンズ
1.3 長所・短所
<長 所>
1画面内に撮影された対象物の寸法や位置関係を正確に捉えることができる。短い時間で画像を取得することが可能。
<短 所>
1画面内に検査対象が納まらないと、カメラ位置をずらして複数回撮影しなければならない。このときの、カメラ位置のキャリブレーションと座標計算が煩雑になる。
1.4 撮像素子サイズとインチ
カメラのカタログなどを読んでいると、撮像素子の大きさを表す単位としてインチが用いられ、何分の何インチと表記されている。しかし、そこに表示されているmmサイズの大きさと、1インチ=25.4mmから計算した値が一致しない。これは、CCD以前に使われていた撮像管という真空管に歴史がさかのぼる。
このころ、撮像管の直径が1インチのものがあり、通称名として「1インチ管」などといわれていた。しかし、その管の内部に構成された撮像部の大きさは対角16mmであった。
つまり、1インチ管=撮像部サイズ16mmと解釈されていたことに由来する(表2)。この呼称が、CCDやCMOSに変わっても引き継がれているため、呼称と実サイズが合わないままになってしまっている。
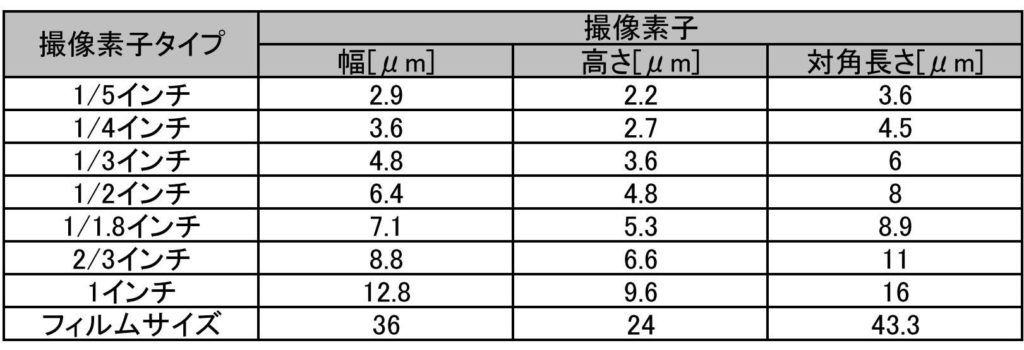
表 2 主なエリアCCDの対角長さ
2. ラインセンサカメラ
2.1 概 要
ラインセンサカメラは、セルが一直線に並んでいる素子、つまり1次元配列された素子を用いて、対象物を線画像として捉える。略して、「ラインカメラ」と呼ばれる(表3)。このカメラでは2通りの使い方がある。
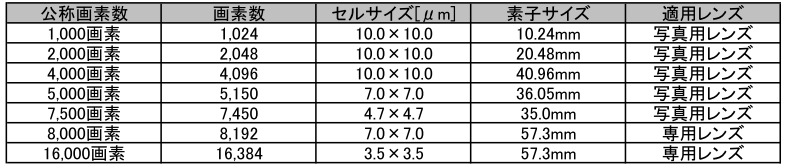
表 3 主なエリアCCDの仕様と対応レンズ
2.2 無限長の対象物
鋼板やフィルム、紙、布地など、対象物の幅が一定で長さが非常に長いもの、ロールものといわれる対象物の検査に使用される。この検査では、製品の製造・加工のために一定の速度で流れている箇所に設置される。
具体的には、最終の巻取り工程の直前にラインカメラを取付け、線画像を順次取込みながら製品の最終検査を実施している。以前のラインカメラシステムでは、線画像を連続かつ無限に取込みをするので、CPUでは演算が間に合わないため、画像を専用ボードに転送し、その中の演算ハードウェアで検査する方法が主流であった。
しかし、CPUの処理能力の向上とデータの転送速度の向上によって、複数本の画像を蓄積して合成し、細長い面のような画像にして連続かつ無限に検査を行うこともできるようになった。この検査では、対象物のキズ、汚れ、ピンホールなどの単純な検査が行われる場合が多い。
2.3 長所・短所
<長 所>
・無限の連続検査が可能。
・現行の生産ライン上に取付けることができる。
・キズ・汚れ・ピンホール欠陥の検出に有効。
<短 所>
走行速度が安定しないため、サイズや面積を基にした欠陥計測は困難。
2.4 大型の板状の対象物
回路基板や液晶テレビ用板ガラス、精密印刷など、長尺もの、大型ものといわれる検査面積が大きい対象物に対して、微細な欠陥検査を実施しなければならないシステムで使用される。
大きな面積の精密検査をエリアカメラ実現するためには、細かく区切った領域を分割撮影しなければ必要な検査精度を確保することができない。このようなシステムでは、処理のためのソフトウェア時間より、カメラ移動のハードウェア時間に多大な時間を割く必要がある。
その結果として、全体の検査が延びてしまい目標とするタクトタイムをオーバしてしまう。このようなシステムでは、ラインカメラ使用して線画像を取込み、面画像を生成し、全体の計測・検査を一括して行う。
具体的には、固定されたカメラの直下で対象物を正確に移動させながら線画像を取込み、その画像を順次PCに転送し合成することによって面画像を生成する。この手法は、ファックスやスキャナが画像を取込む方法と同様である。この方法を走査(スキャン)という。
ここで得られた画像の取込み幅は、ラインカメラの画素数となり、取込み長さは走査回数によって自在に変更できる。
ただし、検査PCのメモリとCPUの処理能力を超えないように留意して走査回数を設定し、システム構築しなければならない。画像が合成された後は、エリアカメラで取込まれた画像と同様に計測・検査を進めることが可能である(図3)。
.jpg)
図 3 ラインカメラによる画像取込
ただし、走査するときに対象物を正確に移動しないと歪んだ画像になってしまう。特にスピードムラ、ピッチング、ヨーイング、サーボ振動などに気をつけなければならない。
2.5 長所・短所
<長 所>
・大きな面積を検査することが可能。
・微細欠陥を面積ベースに検出することが可能。
・サーチによる位置決めや、キャリパーによるエッジ計測が可能。
<短 所>
・検査装置が大型になる。
・駆動系の付帯装置が必要である。
3. インテリジェントカメラ(スマートカメラ)
3.1 概 要
カメラで画像を捉えて映像信号・画像データを出力するだけでなく、インテリジェントカメラでは、カメラと処理機能が一体化されており、本体で処理を完結させるように構成されたカメラシステムである。
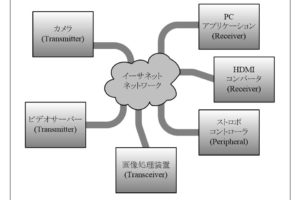
つまり、カメラの筐体内には撮像素子だけでなく、画像計測・検査するため処理機能のプロセッサやメモリ、外部との通信機能も搭載している。この通信機能は、Ethernet、RS-232/422、パラレルIOがあり、結果や画像データを出力することができる。
撮像素子にCCDを採用しているものもあるが、近年ではCMOS技術で撮像素子が構成されるようになってきた。CMOSは、CPUやメモリの製造と同じプロセスなので、素子内の撮像部の周辺に処理機能を構成することもできる。
この方法により、撮像素子の受光部の周辺に信号処理、メモリ格納、演算処理の一連の流れを1チップで構成することができるようになったため、カメラ+処理装置としての信頼性が向上し、同時に小型化が進み、今後インテリジェントカメラの主流になると思われる(図4)。
.jpg)
図 4 CMOSチップの撮像部と処理部
3.2 運用の方法
インテリジェントカメラからは計測・検査の結果が直接出力され、そのデータフォーマット、転送先も自由に指定することができる。このため、計測・検査した結果を中継したり、解釈したりする機能は不要になり、ロボットやシーケンサに直接転送できるので、周辺機材の準備や工事する必要がない。
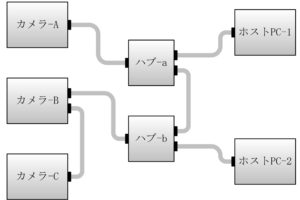
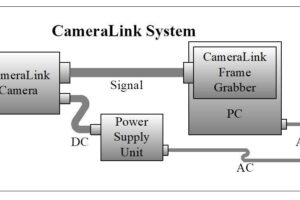
ただし、品種の切替えのためのパラメータ設定やトラブル発生時のデバッグ用に管理用PCを準備しておくことを推奨する(図5)。
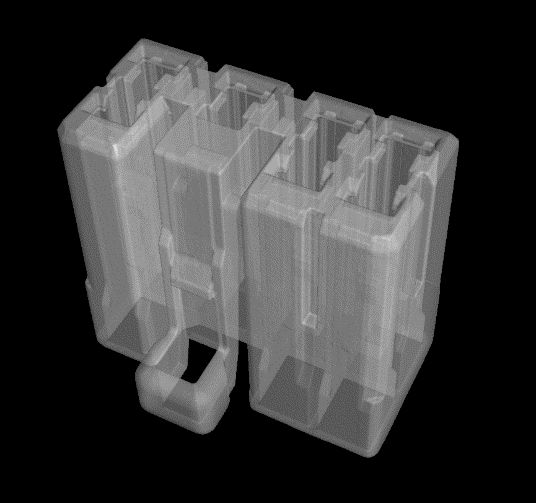
図 5 インテリジェントカメラのシステム構成
3.3 長所・短所
<長 所>
カメラと処理機能が一体になっているため、設置するときに省スペースである。 搭載されている機能が基本的ものに限定されているので、取り扱いが容易である。
<短 所>
基本機能しかないので、複雑な処理をするようなシステムには向いていない。
4. 素子サイズの選択
4.1 要求精度とツール精度
ユーザから提示される要求精度とツールの検出精度を元に、どの程度の素子サイズが必要であるか検討する方法を例示する。
【例】
図6のようなリングの位置決めシステムの設計について考える。
• リングのサイズ:φ10mm
• 位置のばらつき範囲:±4mm
• 要求精度:±5μmとする。
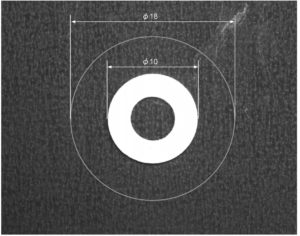
図 6 例)素子サイズの選択
【要求精度とツール】
正規化相関サーチで得られる検出精度が、経験値より±1/4Pixelであると推定すれば、検出精度と要求精度が等しくなればよいので、以下のようになる。
1/4[Pixel]=5[μm]・・・➀
【分解能】
したがって、①より1[Pixel]=[20μm]
∴20[μm/Pixel]とする。
【ばらつき範囲と視野サイズ】
φ10mmの対象物が±4mmにばらつくので、10[mm]+4[mm]×2(±なので2方向)=18[mm]・・・➁
【必要素子サイズ】
➀、➁より、
18[mm]/ 20[μm/Pixel]=18[mm]/ 0.02[mm/Pixel]=900[Pixel]・・・➂
【カメラ選択】
➂より、縦横ともに900画素以上のカメラが必要なので、140万画素、1,392×1,040画素のカメラを採用する。
















コメントを残す