
2次元色彩計は、色と質感の定量化をするユニークな測定機として、これまでものづくり工程での人の眼の感応検査に代わって、現場で利用されてきている。特に自動車産業では、塗装色の評価や内装の評価装置として利用されつつある。
2次元色彩計の技術的特徴(視覚全色域方式の解説)
1)はじめに
現在、色彩を正確に測定する際には、分光器を用いスペクトルの強度分布からこれを数値化している。
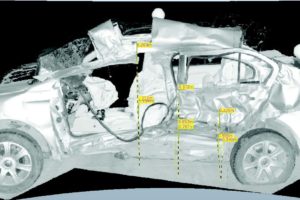
しかし、人の目でメタリックやパールのあるワーク等の乱反射を生じる自動車塗装、樹脂加工製品、化粧品、石や木材を模した建材、質感が重要な繊維を見た場合、質感の情報は人の眼では明確に分離されて色彩が認識されるのに対し、従来の分光色度計では画像の色情報が混然と混合されて取得してしまうため、実際に人の目で見た情報と乖離した数値が測定されていることが問題となっていた。
結果として現状は、人の目による官能的な判断に頼らざるを得ない状況が、生まれている。一方で、目視による官能検査では品質のバラつきが発生し、色彩品質が安定しないという課題が残されている。
こうした問題点は、自動車業界、印刷や製品塗装工程、ディスプレイの検査、面発光照明、繊維業界、化粧品業界等多岐にわたって存在し、検査工程にかける費用対効果は低いのが現状となっている。このような課題を解決するため、弊社では「2次元色彩計」を開発した(以下、本装置)。
2)本装置の概要、特徴、原理、システム
<概要>
本装置は、従来の分光型測定器と比較して、対象物の乱反射や模様等の測定が可能なことやインラインかつ非接触測定可能な優位性があり、従来の人の眼の測定にきわめて近い結果を得る色分布関数比較法という特徴ある検査方式である。
能力的にも経済的にも収益性が高いことから、性能面、経済面より付加価値の高いものとの市場評価を受ける可能性がある。具体的に展示会等でのニーズは以下のように高い。
●自動車メーカ:自動車塗装評価(下地(ウレタン鋼板等)の違いによる)
●化粧品メーカ:肌分析用色評価装置としてのニーズ
●アルミメーカ:色ムラ分布計測
●建材メーカ:セラミック外壁材検査
●メディカル材料会社引き合い:歯科用材料評価用
<原理>
本装置では、センサとして静岡大学で開発された 1) カラーカメラ(視覚全色域カメラ)方式のカメラをベースに構築している。
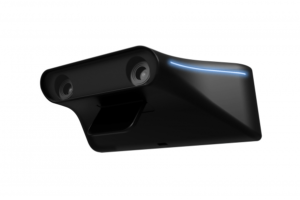
われわれが2次元色彩計として開発したカメラ(図1)は、現行のカメラと情報処理の基本構成を大きく変えることなく、人の目の色域のすべての色を測色的(忠実)に取得できるという特徴をもっている。

図1 2次元色彩計(RC-300)
人の目の網膜には特定の3種類の色に反応する錐体細胞があり、これら細胞の出力に基づいて人は色を感じている。
本開発のカメラは、人の目と同様に3バンドの信号を取り込むようになっていて、かつその分光感度特性とよく似た特性をもっている。本カメラがこの特徴をもつに至った原理とその特徴を生かした応用について本稿で解説する。
3)現行カラーカメラの色取得における課題:色域について
現行のビデオカメラの主なものは、HDTV ※1 あるいはsRGB ※2 の規格に沿ったRGB各カラー信号の分光感度特性をもっているので、これらについて説明する。
従来、カメラについて色域という概念は定義されていないが、本稿では出力信号が表している色度の範囲をそのカメラの色域と便宜的に定義することにする。
すなわちこの定義に従えば、HDTVの信号を出力するカメラは、視覚色域のすべての色をHDTVの色域内の色に変換して出力しており、その画像の色域はHDTVの色域である。
なお、HDTVの色域とsRGBの色域はxy色度図に表した場合に等しい。したがって、HDTVの色域外の色は本来の色と異なる色に変換され、出力されている。
さて、人の視覚の色域とHDTVの色域およびその原色点を図2のxy色度図上に表した。一見して分かるように、視覚の色域に対して現行のHDTVの色域ははるかに小さい。
.png)
図2 視覚色域とHDTVの原色点および色域 2)
現在大多数のカメラの規格になっているHDTVおよびsRGBの画像機器は、色再現の観点からすると人の目の3錐体の分光感度特性と調和していない。
※1 HDTV(High Definition TeleVision)
現在ハイビジョンとして普及している鮮明な16:9のアスペクトレシオのテレビジョン放送を示す。
※2 sRGB
パソコンなどの画像情報機器間の色を統一的に再現できるように国際電気標準会議が1998年に定めた国際標準規格である。色域としては狭く、HDTVの色域はこれと等しい。
HDTVの原色点を元にして計算から求められるカメラの理論的分光感度は図3のようになる。
-1.png)
図3 HDTVの原色点を元にして得られた、カメラがもつべき計算上の分光感度 2)
この図の負領域の分光特性を現実のカメラでは具現することができないので、通常のカメラでは正の値のみの特性となるように何らかの近似した特性をもっている。そのことが、視覚色域の色をHDTVの色域の色に変換することに対応している。
図4には、sRGB出力のコンパクトカメラの出力特性が○印で示されている。△印で表示された測色計の値で示された物体の色が、矢印で示されたように大きく変換され、すべての色がsRGBの色域内の色として収まっている。
-1.png)
図4 s-RGB色域対応のコンパクトカメラの色取得特性 1)
(左:カメラA、右:カメラBの特性。矢印は測色計との色度の違いを表す。)
さらに注目すべき点は、sRGB色域内の色も、カメラから出力されるときに大きく変化していることと、その変化の大きさと変化方向がカメラによって異なることである。
すなわち、現行のカメラで撮影すると、sRGB色域内の色も変化して撮影されること、さらにその大きさと変化の方向がカメラごとに異なることである。これらの現象はこの規格において不可避なことである。
以上述べたように、現行のカメラで物体を撮影した場合に、その画像は色管理の厳しい用途には不向きであることがわかる。このことが、多くの分野でその利用が制限されている理由の1つである。
4)視覚色域カメラの基本特性
よく知られているように、視覚の色に関する感度の原点はCIEが1931年に定めた標準観察者に対するRGB等色関数 ※3 である。
これを、座標変換して得られたものが、XYZ座標系で表された等色関数である。この座標系の等色関数は、横軸を波長とした場合の感度特性を表す山が 4 つ存在する(図5)。
.png)
図5 XYZ表色系における等色関数 4)
この等色関数と等価で、すべての値が正となり、特性の山が3つとなるように変換することが可能であることが、四半世紀前に報告されている 3) 。
すなわち、このように等色関数に等価で3つの山をもつ特性をカメラにもたせることができれば、そのカメラの色の感度は人の感度と理論的に等価である。
このような発想の元に、高精度な色取得特性をもつ色忠実カメラ 1) の開発が行われた。このカメラの3つの色信号出力をS 1 、S 2 、S 3 とするとき、XYZ三刺激値 ※4 との関係は式(1)の線形な座標変換で表される(図6)。ここで、gijは定数である(i=1~3、j=1~3)。
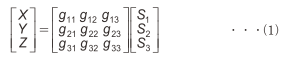
XYZカメラの分光感度特性の設計値を図7に示した。図7の左側は人の色域に広く一致している図で、右側は、単色光(馬蹄型の端)でも一致していることを示す。
.png)
図6 3バンド忠実色再現カメラ 1)
-1024x649.png)
図7 XYZカメラの分光感度特性(視覚の全色域の色を撮影する2次元色彩計)
5)視覚色域カメラの特徴
1.非接触
2.リアルタイム性
3.凸凹もOK(レンズの被写界深度内)
4.軽量(ヘッド150g)
※3 等色関数
CIEが1931年に定めたもので、平均的な人の光の波長に対する感度を等色実験により求めた値を表す。この人は標準観察者と呼ばれている。
※4 三刺激値
XYZ系等色関数(、、)それぞれと対象物体の光のスペクトル分布の畳み込み演算によって得られる3つの値がXYZ三刺激値である。
2次元色彩計への応用
1)自動車のメタリック塗装評価
本装置は、自動車のボディの各パーツの人の目の色違い度合いを測定する目的で開発しており、積分球型照明とセンサ部が一体となっており、ノートPC(Windowsタイプ)と組み合わせてバッテリでの運用が可能となっている(図8)。

図8 ハンディ型2次元色彩計(PPLB-500B)
図9では、測定範囲内の⊿Eの変化とLab値の各値を示したグラフを表示する。始点からの色差(⊿E)を見ることで異なる素材における発色の違いや色ムラ等を検証・検査できる。
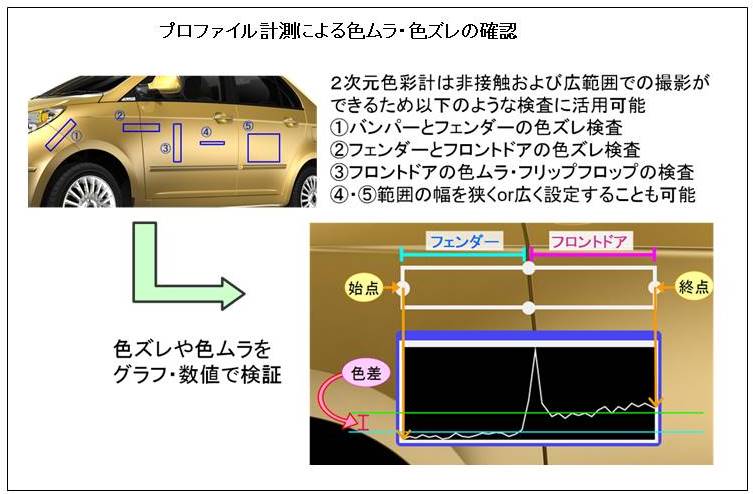
図9 プロファイル計測により色ムラ・色ズレの確認できる色差グラフ
またa値、b値のグラフ変化から、どのように色が変化しているのかが読み取れる。たとえばb値が図9のようにプラス方向に変化していた場合は、色が青方向から黄方向に変化しているということになるためフェンダーの色はフロントドアの色より青みが強い。
もしくは、フロントドアの色はフェンダーの色より青みが弱いと判断できる。本装置では、自動車外装パーツの各パーツ(例:フェンダーとドア)の境の色の変化を図10のように捉えることにより、評価することができる。
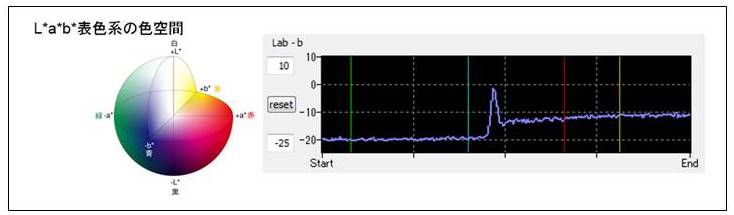
図10 Lab表色系の色空間とLab値グラフ
さらに、本装置では、メタリック感の評価として色分布一致度(後述)を用いており、図11のように分光測色器で測定した値は、平均的なLab値となるためほぼデータは等しいが、人の目で見た場合には、メタリック感の違いにより異なる色と感じる。
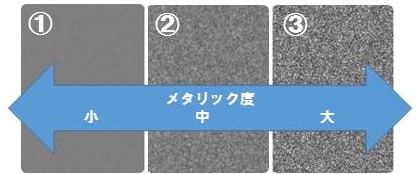
図11 ①~③の測定物を撮影
これは、メタリック感を発生する光輝材は金属等の微粉末であり、この微粉末に太陽光のような光が当たると、その光は金属の微細な凹凸での回折現象により、光が分光される現象が観測されるが、これがメタリック感として人の目では感じることとなることが色空間での広がりのデータよりわかる。
図11のデータを本装置で2次元の色分布として解析すると、メタリック感の強い塗装ほど、色の広がりが観測される(図12)。図12データの違いを、さらに3D色分布として表現したものが、図13である。
.jpg)
図12 ①~③の色のxy色度上での分布図

図13 色の積算データの3Dイメージ図(z軸はCount値)
この分布データの重なり度を%で計算したデータを、本装置では色分布一致指数として定義している。一致度のデータを表1に示す。
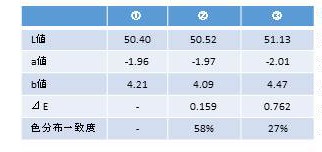
表1 基準品①と検査品②・③の比較検査例
このデータにより平均的な色は一致しているがメタリック感が異なることが、2次元色彩計では判明する。本装置は自動車の外装だけでなく、建材分野や家電分野などで各パーツを組み合わせ外装品の一体感について、定量化を行うことがでる。
2)2次元色彩計データのスマート工場への利用
これからの工場では、各種異種材料を利用したものづくりに変わっていくことが予見される。塗装もこうした流れでは、各パーツを製造する工場ごとに行なわれ、組み上げた時に一体感のある仕上がりが求められてきている(図14)。
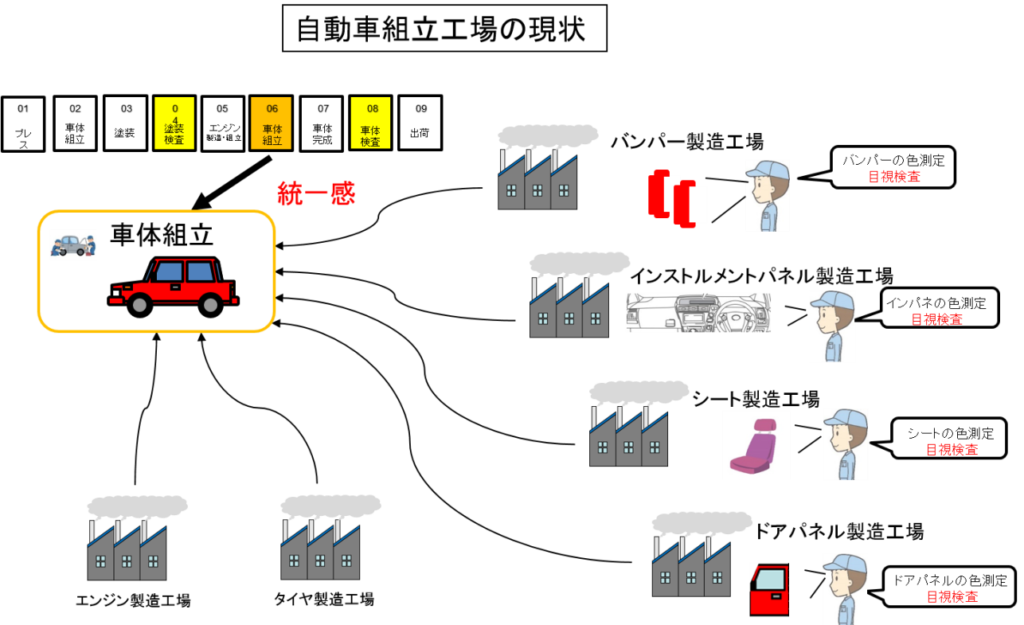
図14 自動車組立工場の現状
先に2次元色彩計の色分布を取って、一体感の定量化について説明したが、こうした色分布データをIoT技術と組み合わせて利用することを、以下に提案する。
■IoT自動車業界の例(図15)
①まず、バンパー工場では、色とメタリック感を合わせもつ色分布データを各バンパーのICタグ情報と合わせて、クラウドサーバに登録しておく。
②次に、自動車本体の塗装工場で、塗装が仕上がった時にこれを計測し、このデータについてもクラウドサーバ上に登録する。
③これらのデータ(バンパー、本体)をクラウドコンピュータ上にて最もマッチングするもの同士を選び出す。
④組立工程では、この情報を活かして、最もマッチングするもの同士で組み立てる方式。
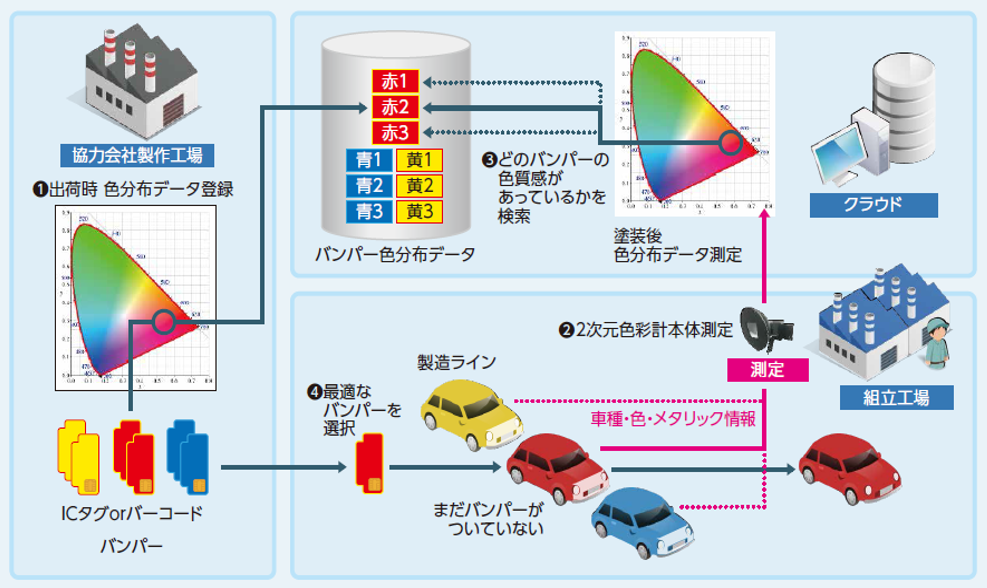
図15 IoT自動車業界の例
おわりに
以上、次元色彩計は、従来の分光方式での色を正確に捉える方式と比べて、対象物の色と質感を合わせて評価する新しい評価法であり、本装置を用いることにより、従来の色測定方式に対して、新しい計測手法での応用の可能性について解説した。
本装置では、人のもつ3つの錐体の視覚特性をそのまま再現することにより、忠実な人の視覚感度の再現を目指している。したがって、人の視覚にあわせた試験や遠隔での認知など、従来のカメラでは不可能であった分野での利用への応用に利用されつつある。
ものづくりの分野では、表面の処理はこれからさらにメタリック感やつや感、さらには、自然の素材感まで可能になっていくと予測している。こうした対象について、従来どおりのヒトの目での対応だけでは、トレーサビリティ上大きな問題となりうると考えている。
さらに、IoT技術と組み合わせ、生産物をロット単位での大きなデータとして捉えることにより、従来困難であったより理想的な組み合わせを実現する例を示した。
■ 参考文献
1)M.Kretkowski,R.Jablonski,andY.Shimodaira:“Development of an XYZ digital camera with embedded color calibration system for accurate color acquisition,”IEICETrans.Inf.&Syst.,vol.E93-D,no.3,pp.651-653,March2010.
2)下平美文,市川慎吾:「JEITA 講演(視覚色域の画像と比較して画質差が許容される色域に関する研究)」 静岡大学 2009.03.06
3)大田登著:「色彩工学」. 東京電機大学出版局,2005.05
4)池田光男著:「色彩工学の基礎」. 朝倉書店,1999.06
※映像情報インダストリアル2018年8月号「自動車産業を支える画像技術」特集より転載

■問い合わせ
株式会社パパラボ
TEL.053-416-5700
E-mail:contact@papalab.co.jp
http://www.papalab.co.jp/




-300x200.jpg)













コメントを残す